How to Braze Tungsten Carbide
- Tungsten Carbide
- Brazing
- Brazing Materials
- Preparation before Brazing
- Flux and shielding gas
- Brazing process
Tungsten carbide (WC) wear parts are widely used in cutting tools and high-wear applications due to their exceptional wear resistance, high melting points, and superior performance at higher temperatures compared to stainless steel or carbon steel. Produced through powder metallurgy, tungsten carbide maintains a sharp cutting edge even under high power conditions, making it ideal for demanding environments. Its low thermal expansion, corrosion-resistant properties, and high melting temperature allow it to outperform traditional base metals. However, when used as filler materials in certain medical or industrial contexts, potential release of particles may raise concerns related to the immune system, though properly sintered tungsten carbide components are generally stable during heating and cooling cycles.
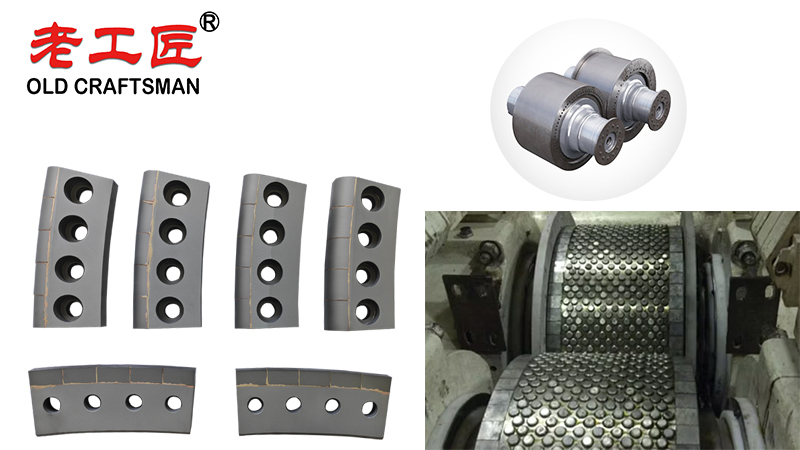
1. Tungsten Carbide
Carbide is a high productivity tool material with excellent properties such as high hardness, high strength, wear resistance and good red hardness. Used to make knives, molds, measuring tools, mining tools and various parts with wear resistance as the main performance, they are widely used in mechanical processing, geological exploration, mining and other industrial fields.
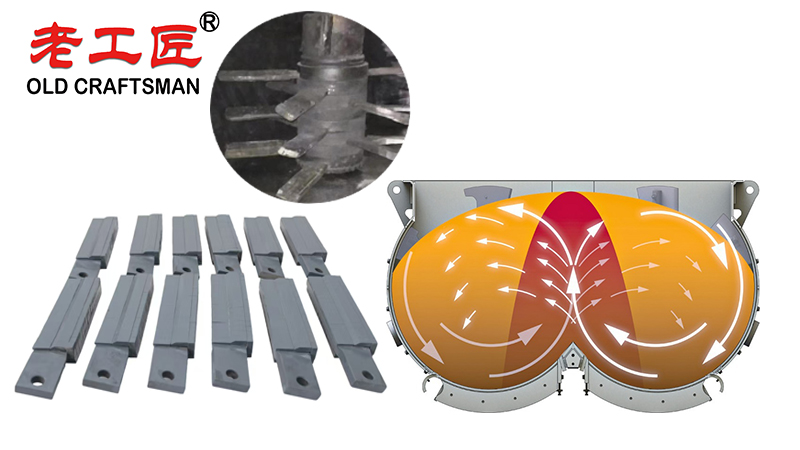
Cemented carbide is expensive and has poor toughness, making it difficult to produce products of larger sizes and complex shapes. And many parts do not need to be made of cemented carbide as a whole, so it has important use value to connect cemented carbide with steel with good toughness, high strength, excellent processing performance and low cost.
Brazing is the main welding method for cemented carbide and steel at present. In the past ten years, some new welding methods such as sintered diffusion welding, tungsten inert gas shielded welding, and laser welding have also been actively researched and explored. It is widely used in the welding of cemented carbide.
2. Brazing
ⅠThe brazing ability of cemented carbide is poor. This is because the carbon content of cemented carbide is high, and the uncleaned surface often contains more free carbon, which hinders the wetting of the solder. In addition, the cemented carbide is easily oxidized to form an oxide film at the temperature of brazing, which also affects the wetting of the brazing material. Therefore, surface cleaning before brazing is very important to improve the wettability of the solder on the cemented carbide, and measures such as surface copper plating or nickel plating can also be taken if necessary.
Another problem in Ⅱ cemented carbide brazing is that the joint is prone to cracks. This is because its coefficient of linear expansion is only half of that of low carbon steel. When the cemented carbide is brazed with the base of this type of steel, it will generate a lot of thermal stress in the joint, which will lead to cracking of the joint. Therefore, when brazing cemented carbide and different materials, measures should be taken to prevent cracking.
3. Brazing materials
Cemented carbides usually use pure copper, copper-zinc and silver-copper solders.
I. Pure copper: Pure copper has good wettability to various cemented carbides, but it needs to be brazed in a hydrogen reducing atmosphere to get the best effect. At the same time, due to the high brazing temperature, the stress in the joint is large, resulting in an increased tendency to crack. The shear strength of the joint brazed with pure copper is about 150MPa, and the joint plasticity is also high, but it is not suitable for high temperature work.
II. Copper-zinc solder: copper-zinc solder is the most commonly used solder for cemented carbide. In order to improve the wettability of the solder and the strength of the joint, alloying elements such as Mn, Ni, and Fe are often added to the solder. For example, w(Mn) 4% is added to B-Cu58ZnMn, so that the shear strength of the cemented carbide brazing joint reaches 300-320MPa at room temperature: it can still maintain 220-240MPa at 320°C.
Adding a small amount of Co on the basis of B-Cu58ZnMn can make the shear strength of the brazed joint reach 350MPa, and has high impact toughness and fatigue strength, which significantly improves the service life of cutting tools and rock drilling tools
III. Silver-copper solder: The melting point of silver-copper solder is lower,
The thermal stress generated by the brazed joint is small, which is beneficial to reduce the cracking tendency of cemented carbide during brazing. In order to improve the wettability of the solder and increase the strength and working temperature of the joint, alloying elements such as Mn and Ni are often added to the solder. For example, B-Ag50CuZnCdNi solder has excellent wettability to cemented carbide, and the brazed joint has good comprehensive performance.

4. Preparation before brazing
① Before brazing, check whether the cemented carbide has cracks, bending or uneven defects. The brazing surface must be flat. If it is a spherical or rectangular carbide brazing surface, it should also conform to a certain geometric shape to ensure good contact between the alloy and the substrate to ensure the quality of the brazing.
②Sandblasting the cemented carbide. If there is no blasting equipment, you can hold the cemented carbide by hand and grind off the oxide layer and black brand letters on the brazing surface on the rotating green silicon carbide grinding wheel. If the oxide layer on the brazing surface of the cemented carbide is not removed, the brazing material is not easy to wet the cemented carbide. Experience has proved that if there is an oxide layer or black grade letters on the brazing surface, sandblasting treatment should be carried out, otherwise the brazing material will not easily wet the cemented carbide, and obvious black letters will still appear in the brazing seam, which will reduce the brazing area and occur. Desoldering phenomenon.
③ When cleaning the brazing surface of cemented carbide, it is best not to use chemical mechanical grinding or electrolytic grinding, because they all rely on the binder (cobalt) that corrodes the surface layer of cemented carbide to speed up grinding or improve grinding efficiency. However, after the cobalt on the surface of the cemented carbide is corroded, it is difficult for the brazing material to re-wet the cemented carbide, which is easy to cause de-soldering. Under special circumstances, when the brazing surface of the cemented carbide must be treated by the above method or wire EDM, the treated cemented carbide can be sandblasted or the surface layer can be removed with a silicon carbide grinding wheel. Cemented carbide after sandblasting can be
Oil and alcohol cleaning to remove oil stains.
④Before brazing, carefully check whether the groove shape on the steel base is reasonable.
Especially for hard alloys of easily cracked grades and hard alloy workpieces with large brazing surfaces, strict requirements should be imposed. The knives are also sandblasted and cleaned to remove oil. When the amount of cleaning is large, it can be boiled with alkaline solution for 10-15min. For multi-blade knives and complex measuring tools that are brazed by high frequency or copper immersion, it is best to boil them with saturated borax aqueous solution for 20 to 30 minutes, take them out and dry them before welding.
⑤ Wipe the solder with alcohol or gasoline before use,
And cut and shape according to the brazing surface. When using coke or mold for brazing general carbide tools, the thickness of the brazing material is about 0.4-0.5mm, and the size is similar to the brazing surface. When the furnace is heated, the solder can be appropriately increased. When brazing hard alloy multi-blade tools, measuring tools and other workpieces, the area of the brazing sheet should be reduced as much as possible. Generally, the brazing sheet can be cut into the brazing surface.
About 1/2, when the brazing technique is proficient, the brazing filler metal sheet can be reduced to 1/3 or less of the brazing surface. Reducing the brazing material can make the workpiece appearance after welding beautiful and sharpening more convenient.
5. Flux and shielding gas
Flux: The choice of flux should be matched with the base metal to be welded and the selected solder. When brazing tool steel and cemented carbide, the flux used is mainly borax and boric acid, and some fluorides (KF, NaF, CaF2, etc.) are added. The copper-zinc brazing filler metal is equipped with FB301, FB302 and FBl05 fluxes, and the silver-copper brazing filler metal is equipped with FB101-FB104 fluxes. When using special brazing material to braze high-speed steel, borax flux is mainly used.
Shielding gas: In order to prevent the oxidation of tool steel during the brazing heating process and eliminate the cleaning after brazing, gas shielded brazing can be used. The protective gas can be an inert gas or a reducing gas. The dew point of the gas should be lower than -40°C. Cemented carbide can be brazed under the protection of hydrogen, the dew point of the required hydrogen should be below -59°C.
6. Brazing process
The surface of the cemented carbide should be sandblasted before brazing, or polished with a silicon carbide or diamond grinding wheel to remove excess carbon on the surface, so that it can be wetted by the brazing material during brazing. Cemented carbide containing titanium carbide is difficult to wet. By coating copper oxide or nickel oxide paste on its surface, and baking in a reducing atmosphere, copper or nickel is transferred to the surface, thereby enhancing the solderability. wettability.
When welding cemented carbide tools, uniform heating of the arbor and cemented carbide sheet is one of the basic conditions to ensure welding quality. If the heating temperature of the cemented carbide sheet is higher than that of the cutter bar, the molten solder wets the cemented carbide sheet but cannot wet the cutter bar, and the joint strength will decrease. When the alloy sheet is sheared along the solder layer, the solder does not Destruction, and with the alloy flakes detached. The traces of the milling cutter on the support surface of the arbor can also be seen on the welding layer. If the heating speed is too fast and the temperature of the tool bar is higher than that of the alloy sheet, the opposite phenomenon will occur. The order and mutual position of flux, filler metal and cemented carbide have a direct impact on the quality of brazing. The correct placement method is: put the solder on the groove, sprinkle with flux, then put the hard alloy, and sprinkle a layer of flux on the top surface of the hard alloy along the side weld. In this way, it is easy to grasp the brazing temperature during brazing and reduce the excess brazing material adhered to the outside of the weld.
※The technical points of the operation of the brazing of cemented carbide and steel oxy-acetylene are as follows:
① In order to prevent the decarburization or overburning of the cemented carbide blade during the brazing process, a carbonizing flame should be used.
②The brazing temperature is about 1000℃, that is, the cemented carbide blade is bright red when heated. If the blade is dark red or bright white, it cannot be brazed, because the temperature of the former is too low, and the temperature of the latter is too high, and over-burning has occurred.
③The welding torch repeatedly heats the cutter body from left to right, from right to left, and from top to bottom, so that the cutter body and the blade are heated evenly.
④ During brazing, the distance between the welding tip and the shank is about 50mm, and the inclination angle between the welding tip and the shank end is 110o, which can ensure the effective use of flame heat and heating balance. During the brazing process, the flame should always cover the entire brazing part to isolate it from the air to prevent oxidation or porosity.
⑤ The brazing speed should be determined according to the size of the blade. Brazing of 40 steel and YT15 cemented carbide turning tool should be completed within 1min as much as possible, which can effectively prevent cemented carbide from overburning or decarburization.
⑥ After brazing, the blade should be heated with flame, and then slowly remove the welding tip to cool the weldment slowly to prevent cracks.
During the brazing process, the brazing temperature of the workpiece should be properly controlled. If the brazing temperature is too high, it will cause the oxidation of the weld and the evaporation of zinc in the zinc-containing solder; if the brazing temperature is too low, the weld will be thicker due to the poor fluidity of the solder, and there will be a lot of pores in the weld. and slag inclusion, which is the main cause of desoldering. The brazing temperature should be 30-50°C higher than the melting point of the solder. At this time, the fluidity and permeability of the solder are good, and it is easy to penetrate the entire weld. After the brazing filler metal is melted, use a copper pressure rod to move the cemented carbide back and forth along the groove 2 to 3 times to remove the slag in the weld. The moving distance is about 1/3 of the length of the cemented carbide.
The cooling rate after brazing is one of the main factors affecting brazing cracks. When cooling, the surface of the cemented carbide sheet produces instantaneous tensile stress, and the tensile stress of the cemented carbide is much lower than the compressive stress. Especially for YT60, YT30, YG3X and other workpieces with larger brazing area and small matrix and larger carbide, more attention should be paid to the cooling rate after brazing. Usually, the workpiece is inserted into the lime tank or charcoal powder tank immediately after welding, so that the workpiece is slowly cooled. This method is simple to operate, but cannot control the tempering temperature. If conditions permit, the workpiece can be tempered in a furnace at 220-250°C for 6-8h immediately after brazing. The use of low temperature tempering treatment can eliminate part of the brazing stress, reduce cracks and prolong the service life of cemented carbide tools.
Belt scraper Brazing brazingprocess CARBDIE HAMMER carbide Carbide belt scraper carbidebrazing carbide hammer Crusher CRUSHER HAMMER Informational Internal stress metal mining Refractory Brick Mold Secondary belt cleaner scraper stresses VSI crusher wear plates welding